药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力保障。借助定位技术,机器视觉检测设备里的表盘视像标定设备,快速完成表盘坐标的校准和标定。杭州机器视觉检测设备厂家供应

成本优化 —— 隐性效益的显性化机器视觉检测设备的长期经济性体现在质量成本的三个维度:预防成本方面,减少首件检验耗时;鉴定成本方面,替代 5-8 名质检员的目检工作;故障成本方面,降低因漏检导致的客户投诉赔偿。某汽车线束厂测算,年节约成本达 120 万元,投资回收期* 8 个月。通过缺陷类型分布分析,指导工艺改进,如某注塑件飞边缺陷减少后,原料利用率提升 4%。在食品包装行业,设备实现了 0.05mm 的封边缺陷检测,降低因漏封导致的退货损失 35%。杭州表面缺陷机器视觉检测设备公司表盘视像标定设备在机器视觉检测设备中,利用定位方法,快速完成表盘坐标的校准工作。
为了确保设备的安全运行和产品质量稳定可靠,机器视觉检测设备配备了先进的故障报警与锁定机制。一旦设备出现故障或检测到不合格产品连续出现超过预设阈值,系统会自动停止运行并亮起红灯闪烁报警。同时,设备会被锁定以防止未经授权的操作导致进一步损坏或质量问题。只有当维修人员通过特定权限解除锁定后,设备才能重新启动并恢复正常运行。这种故障报警与锁定机制有效避免了因设备故障导致的生产中断和产品质量问题,为企业提供了有力的安全保障。
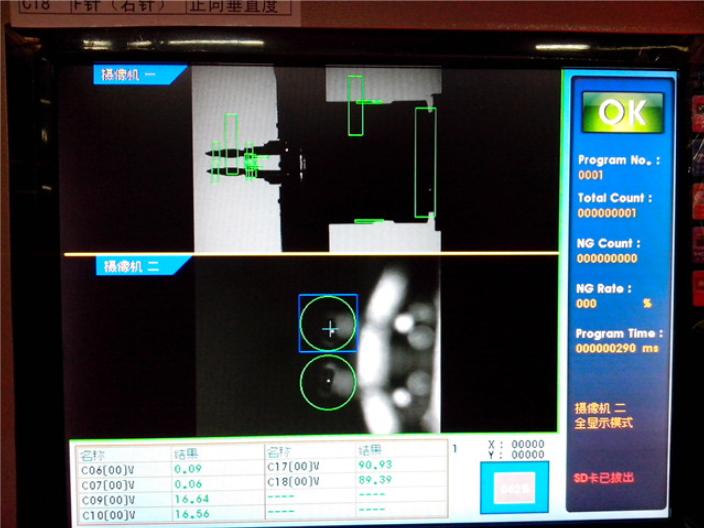
在现代制造业中,全自动双工位机器视觉检测系统已成为提升生产效率和产品质量的关键工具。该系统通过先进的机器视觉技术,实现了对产品的高精度尺寸测量和缺陷检测。当产品被手动放置到检测工位上时,高清摄像头会迅速捕捉其图像,并通过复杂的图像处理算法进行深度分析。检测完成后,机械臂会自动而**地取出产品,将合格品整齐地码放在产品周转箱中,不合格品则会被迅速隔离至不合格品箱。这**程在两个检测工位上同时进行,确保了每个产品的检测时间严格控制在2.8秒以内,**提高了整体检测效率。机器视觉检测设备配备并行处理视觉系统,在表盘批量生产中,可快速完成坐标标定和尺寸检测任务。
智能分拣系统中的视觉识别技术智能分拣系统是物流行业自动化、智能化的重要体现。其中,视觉识别技术是实现高效、准确分拣的关键。通过捕捉物体的图像,利用深度学习算法进行特征提取和分类,视觉识别系统能够迅速识别出物体的类型、尺寸、重量等信息,为分拣机械提供精确的引导信号。在快递包裹的分拣过程中,视觉识别系统能够准确识别出包裹的标签信息、尺寸大小以及运输要求,指导分拣机械将包裹快速、准确地送达指定区域。这种智能化的分拣方式,不仅提高了分拣效率,降低了人工成本,还减少了人为错误的风险,为物流行业的快速发展提供了有力支撑。表盘视像标定设备在机器视觉检测设备中,使用定位技术,快速校准表盘的坐标,确保检测无误。杭州表面缺陷机器视觉检测设备公司
对比人工视觉检测,机器视觉检测设备的自动化优势明显。杭州机器视觉检测设备厂家供应
人机协同 —— 新型质量管控模式机器视觉检测设备采用增强现实(AR)辅助系统,将检测结果以三维标注形式投射到工人视野中。当检测到隐蔽缺陷时,AR 眼镜自动高亮显示缺陷位置并提供修复建议。某航空航天部件厂通过这种方式,使返修效率提升 50%。同时,设备保留人工复核通道,质检员可通过触屏操作回溯检测过程,形成 "机器初筛 + 人工精检" 的智能混合模式。在医疗器械生产中,设备与人工复核的协同作业,确保了 0.02mm 的尺寸公差控制,满足 ISO 13485 标准要求。杭州机器视觉检测设备厂家供应
杭州诺荣测控技术有限公司免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。